- Address:Zhengzhou, Henan, China
- Mon-Fri (8am - 6pm)
- sales@alummc.com


8011 Aluminum Sheet for Pharmaceutical Vial Seals
As an aluminum sheet manufacturer with long-term production experience in closure and pharmaceutical packaging materials, we supply 8011 aluminum sheet for pharmaceutical vial seals with a focus on stable mechanical properties, clean surface quality, and consistent deep drawing performance. Pharmaceutical vial seals are small components, but their material requirements are strict because they directly affect sealing reliability, capping efficiency, sterilization compatibility, and product appearance.
8011 aluminum sheet is widely used for flip-off seals, tear-off seals, injection vial caps, infusion bottle seals, and other medical closure structures. Compared with general packaging aluminum, vial seal aluminum requires tighter control of thickness tolerance, surface cleanliness, earing performance, pinhole risk, and coating adaptability. Our production route is designed around these requirements, from alloy melting and casting to cold rolling, annealing, slitting, inspection, and packing.
Why 8011 Aluminum Sheet Is Used for Pharmaceutical Vial Seals
8011 aluminum alloy belongs to the Al-Fe-Si series. It offers a practical balance of formability, strength, corrosion resistance, and surface quality. For pharmaceutical vial seals, the aluminum sheet must be soft enough to form smoothly during stamping, yet strong enough to maintain crimping force after sealing. 8011 aluminum sheet can meet these requirements through controlled temper selection, typically including H14, H16, H18, and O temper depending on cap design and customer processing conditions.
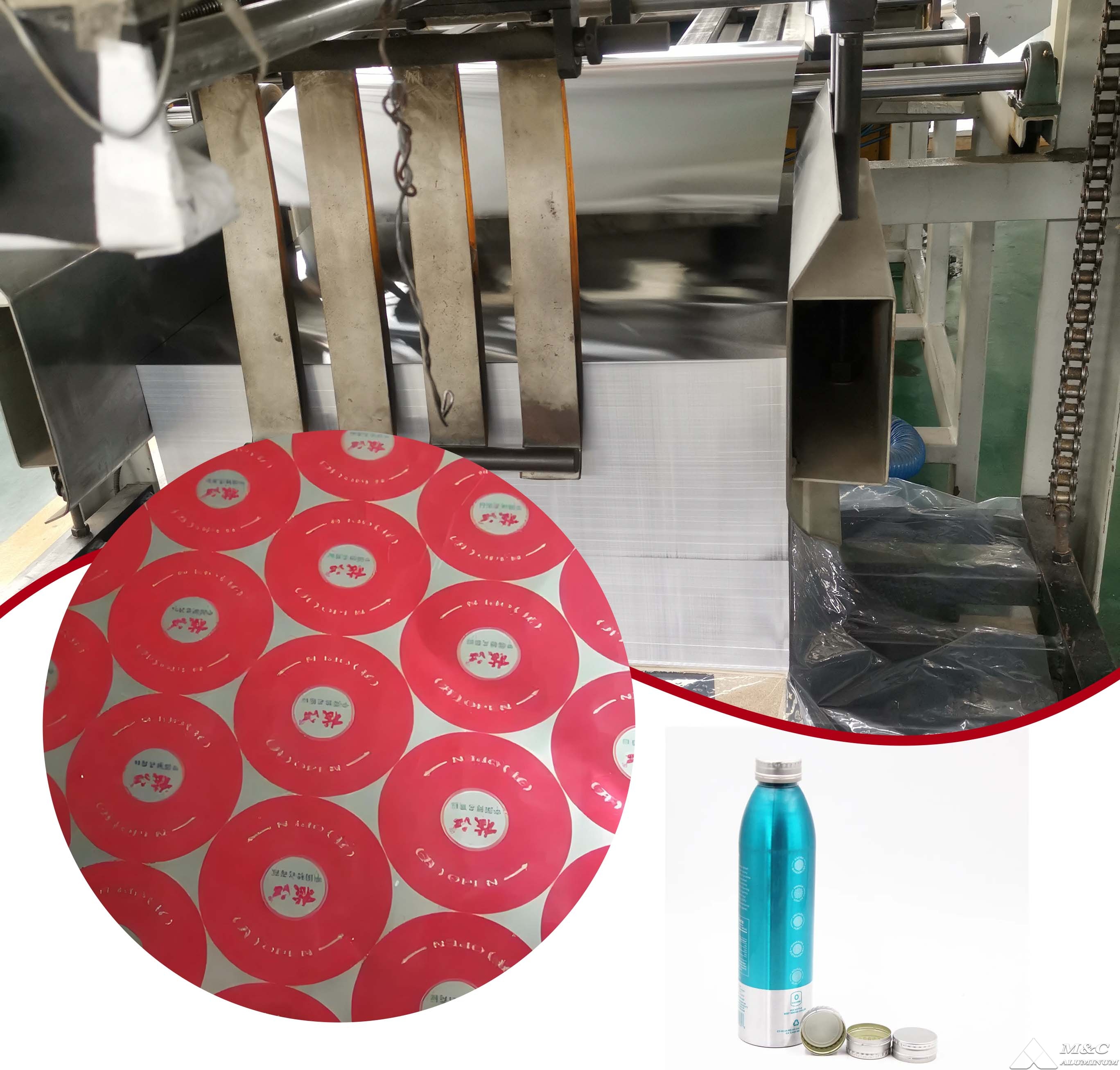
In pharmaceutical closure production, vial caps are usually formed by punching, drawing, coating, printing, and assembly with plastic flip-off parts or rubber stoppers. During high-speed stamping, the material must resist cracking at the skirt, tearing at the bridge, and excessive earing. The stable composition and grain structure of 8011 aluminum sheet help closure manufacturers maintain high production efficiency and reduce scrap rate.
Another important reason for using 8011 aluminum sheet for pharmaceutical vial seals is its compatibility with surface treatment. The sheet can be lacquered, printed, embossed, or color coated according to the closure design. A uniform surface supports good adhesion of epoxy, polyester, or other approved coating systems used in pharmaceutical packaging.
Main Applications in Pharmaceutical Packaging
8011 aluminum closure sheet is suitable for a range of pharmaceutical and healthcare packaging uses. Common applications include antibiotic vial seals, vaccine vial seals, lyophilized powder vial caps, infusion bottle aluminum caps, diagnostic reagent bottle seals, and combination caps with plastic flip-off buttons.
For these applications, aluminum does not usually contact the drug directly when a rubber stopper is used, but it still forms an important mechanical barrier. It keeps the stopper compressed, protects the vial mouth, supports tamper evidence, and ensures that the package can pass transport, storage, and handling conditions. Therefore, the dimensional and mechanical stability of the aluminum sheet must be controlled from the beginning of production.
As a manufacturer, we pay particular attention to customer cap drawings, stamping process, coating line parameters, sterilization method, and sealing equipment. These factors help us recommend the suitable alloy temper, thickness range, surface type, and delivery condition.
Typical Technical Parameters
The following table lists common specifications for 8011 aluminum sheet for pharmaceutical vial seals. Actual values can be adjusted according to customer standards, cap diameter, coating requirements, and forming process.
| Item | Typical Specification |
|---|---|
| Alloy | 8011 |
| Temper | O, H14, H16, H18, customized according to forming requirement |
| Thickness | 0.15 mm to 0.30 mm, common range 0.18 mm to 0.23 mm |
| Width | 200 mm to 1600 mm, slit width according to order |
| Surface | Mill finish, degreased, one-side or two-side coated, printable surface available |
| Thickness tolerance | Controlled according to customer specification or applicable aluminum sheet standard |
| Tensile strength | Adjusted by temper, generally suitable for stamping and crimping performance |
| Elongation | Controlled to support drawing, skirt forming, and anti-cracking performance |
| Flatness | Suitable for high-speed punching, coating, and printing lines |
| Surface quality | Free from oil stain, corrosion, severe scratches, black spots, and rolling marks affecting use |
| Inner diameter of coil | 150 mm, 300 mm, 405 mm, 508 mm, or as required |
| Packing | Export wooden pallet, moisture-proof wrapping, edge protection |
| MOQ | 1-3 Tons |
These parameters are not only commercial data. They are practical control points for pharmaceutical closure production. For example, excessive thickness variation may lead to unstable crimping pressure. Poor flatness may reduce coating uniformity or cause feeding deviation. Insufficient elongation can result in cracking during stamping. Therefore, each parameter must be considered as part of a complete manufacturing system.
Alloy Composition and Material Characteristics
The performance of 8011 aluminum sheet comes from its balanced alloy composition and controlled rolling process. Iron and silicon are important elements in 8011 alloy. They influence strength, grain structure, and processing stability. During casting and rolling, we control composition uniformity and reduce harmful inclusions to improve surface quality and forming reliability.
Pharmaceutical vial seal aluminum also requires good corrosion resistance under normal storage conditions. Although the aluminum cap is usually coated or printed, the base metal must remain stable during processing, transportation, and storage. Clean coil surfaces and suitable packaging reduce the risk of oxidation spots or moisture-related defects.
For closure stamping, earing performance is a key quality factor. Earing is related to crystallographic texture developed during rolling and annealing. Excessive earing causes uneven cap height, higher trimming loss, and unstable sealing. Our process control focuses on rolling reduction, intermediate annealing, final temper, and coil uniformity to improve forming consistency.
Production Process in Our Factory
Our manufacturing process for 8011 aluminum sheet for pharmaceutical vial seals includes melting, casting, hot rolling or cast rolling, cold rolling, annealing, tension leveling, slitting, inspection, and packaging. Each stage affects the final sheet performance.
During melting and alloying, the chemical composition is measured and adjusted within the required range. Melt cleanliness is improved through refining and filtration where applicable. Stable casting reduces internal defects and improves downstream rolling quality.
Cold rolling is one of the most critical stages. It determines the final thickness, surface finish, mechanical properties, and coil profile. We use controlled rolling schedules to achieve stable gauge and suitable work hardening. For soft or semi-hard tempers, annealing is arranged to obtain the required strength and elongation.
After rolling and annealing, coils may be tension leveled to improve flatness. Slitting is performed according to the required width for coating, printing, or punching lines. The slit edge must be smooth and clean, because burrs or edge cracks can affect high-speed processing and may contaminate downstream equipment.
Surface Quality for Coating and Printing
Surface quality is a major consideration for pharmaceutical vial seal aluminum. The sheet surface must be suitable for degreasing, coating, printing, and curing. Oil residue, rolling dirt, scratches, corrosion marks, and uneven roughness may reduce coating adhesion or cause visible defects after printing.
In our factory, the surface is inspected at multiple stages. Coils intended for coated vial seals require stable cleanliness and uniform appearance. If customers use color coating or printed logos, the base aluminum sheet must support consistent color tone and coating thickness across the coil width and length.
The aluminum sheet can be supplied as mill finish for customers with their own pretreatment and coating lines, or as coated material when the order requires it. Coating systems for pharmaceutical packaging should be selected according to regulatory requirements, sterilization conditions, and compatibility with the customer's closure process.
Mechanical Properties and Forming Performance
Vial seals are usually produced by progressive dies at high speed. During this process, the aluminum sheet experiences punching, drawing, curling, perforation, and bridge forming. A suitable balance between tensile strength and elongation is essential.
If the material is too hard, cracks may appear at the skirt or bridge area. If it is too soft, the cap may deform during handling or fail to provide stable sealing force. Therefore, temper selection should be based on cap size, drawing depth, seal structure, and capping equipment.
For many pharmaceutical vial seals, H14 and H16 tempers are commonly selected because they provide moderate strength and good processing stability. O temper may be used where deeper forming or special cap structures require higher ductility. H18 temper may be considered when greater hardness is required, but forming conditions must be carefully evaluated.
Our technical team reviews customer processing feedback, including cracking rate, ear height, coating cracking, and capping performance. Based on this information, we can fine-tune temper, annealing condition, and thickness tolerance for repeat orders.
Quality Control and Inspection
Pharmaceutical packaging materials require disciplined quality control. For 8011 aluminum sheet used in vial seals, our inspection covers chemical composition, thickness, width, mechanical properties, surface condition, flatness, coil weight, and packaging condition.
Typical inspection items include tensile strength and elongation testing, thickness measurement across the width, visual surface inspection, edge quality inspection, and coil identification verification. For coated materials, additional testing may include coating adhesion, curing condition, color difference, solvent resistance, and surface defects.
Traceability is maintained from raw material and production batch to finished coil. Each coil is labeled with alloy, temper, size, batch number, weight, and other order information. Stable traceability helps customers manage incoming inspection and production records.
Packaging and Storage Considerations
Even when the aluminum sheet meets all technical requirements, improper packing or storage can cause surface oxidation, edge damage, or coil deformation. For export supply, we use moisture-proof wrapping, protective film or paper where required, edge guards, and strong wooden pallets suitable for long-distance transportation.
Customers should store 8011 aluminum sheet in a dry, ventilated warehouse away from corrosive materials. If coils are moved from a cold environment to a warm workshop, condensation should be avoided before opening the package. For coated or printed materials, storage conditions should also follow the coating supplier's recommendations.
Proper handling is also important. Forklift contact with coil edges, excessive stacking pressure, and unclean processing areas may damage the surface or edge. These details have a direct influence on pharmaceutical closure yield.
Selection Guidance for Buyers and Engineers
When selecting 8011 aluminum sheet for pharmaceutical vial seals, engineers should not consider thickness alone. A complete specification should include alloy, temper, thickness tolerance, width tolerance, surface state, coating requirement, mechanical property range, coil ID, maximum coil weight, and packing method.
It is also useful to provide the cap drawing, vial size, sealing method, sterilization condition, and any known processing issue. For example, if a customer reports skirt cracking, the solution may involve adjusting temper or elongation. If coating delamination occurs, surface cleanliness and coating pretreatment should be reviewed. If sealing force is unstable, thickness tolerance and hardness consistency should be checked.
As a manufacturer, our responsibility is to supply material that fits the customer's production process, not only material that meets nominal dimensions. Long-term stability is more important than a single qualified batch.
Development Trend of Pharmaceutical Vial Seal Aluminum
The pharmaceutical packaging industry is moving toward higher automation, cleaner production, better traceability, and more stable forming performance. Closure manufacturers are using faster stamping lines and more precise inspection systems. This trend requires aluminum sheet suppliers to provide tighter dimensional control, cleaner surfaces, and more consistent mechanical properties.
At the same time, sustainability is receiving greater attention. Aluminum is recyclable, and efficient rolling processes can reduce material loss. For vial seal production, improved earing control and accurate slitting help reduce stamping scrap. We continue to optimize process stability and material utilization while maintaining the strict quality expectations of pharmaceutical packaging customers.
Conclusion
8011 aluminum sheet for pharmaceutical vial seals is a specialized closure material that must combine formability, strength, surface cleanliness, coating adaptability, and dimensional stability. Its performance depends on alloy control, rolling technology, annealing practice, slitting quality, inspection discipline, and proper packaging.
From our manufacturing experience, successful vial seal production begins with a clearly defined aluminum sheet specification and stable factory process control. By matching 8011 alloy temper, thickness, surface condition, and mechanical properties to the customer's closure design, we help support reliable stamping, secure sealing, and consistent pharmaceutical packaging quality.




Applications



Related Articles
-
Advisory Message
Alloy Grade Thickness, Application, etc.
-
Quick Reply
Quick reply within 30 minutes
-
Getting Information
One-to-one design and customized production plan