- Address:Zhengzhou, Henan, China
- Mon-Fri (8am - 6pm)
- sales@alummc.com


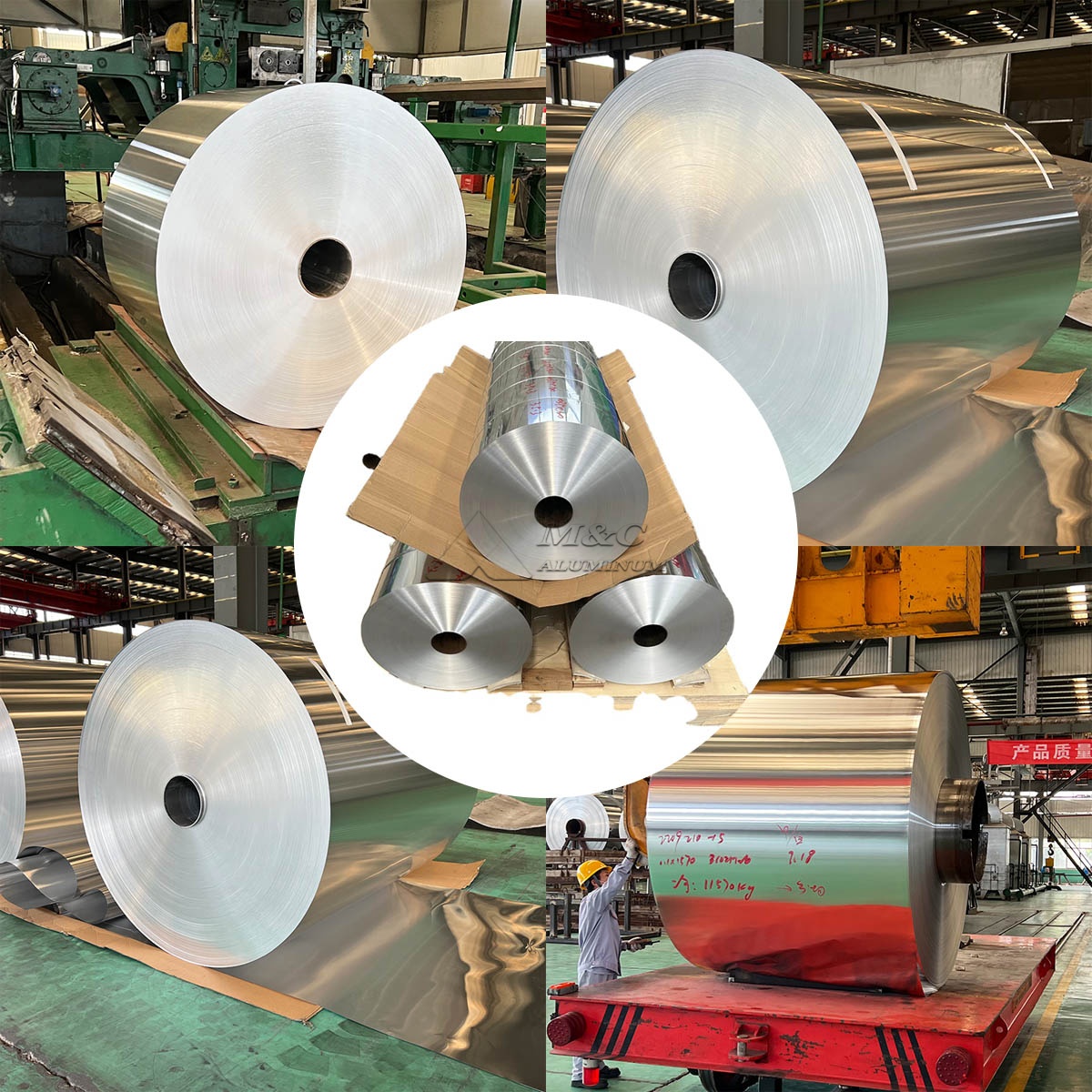
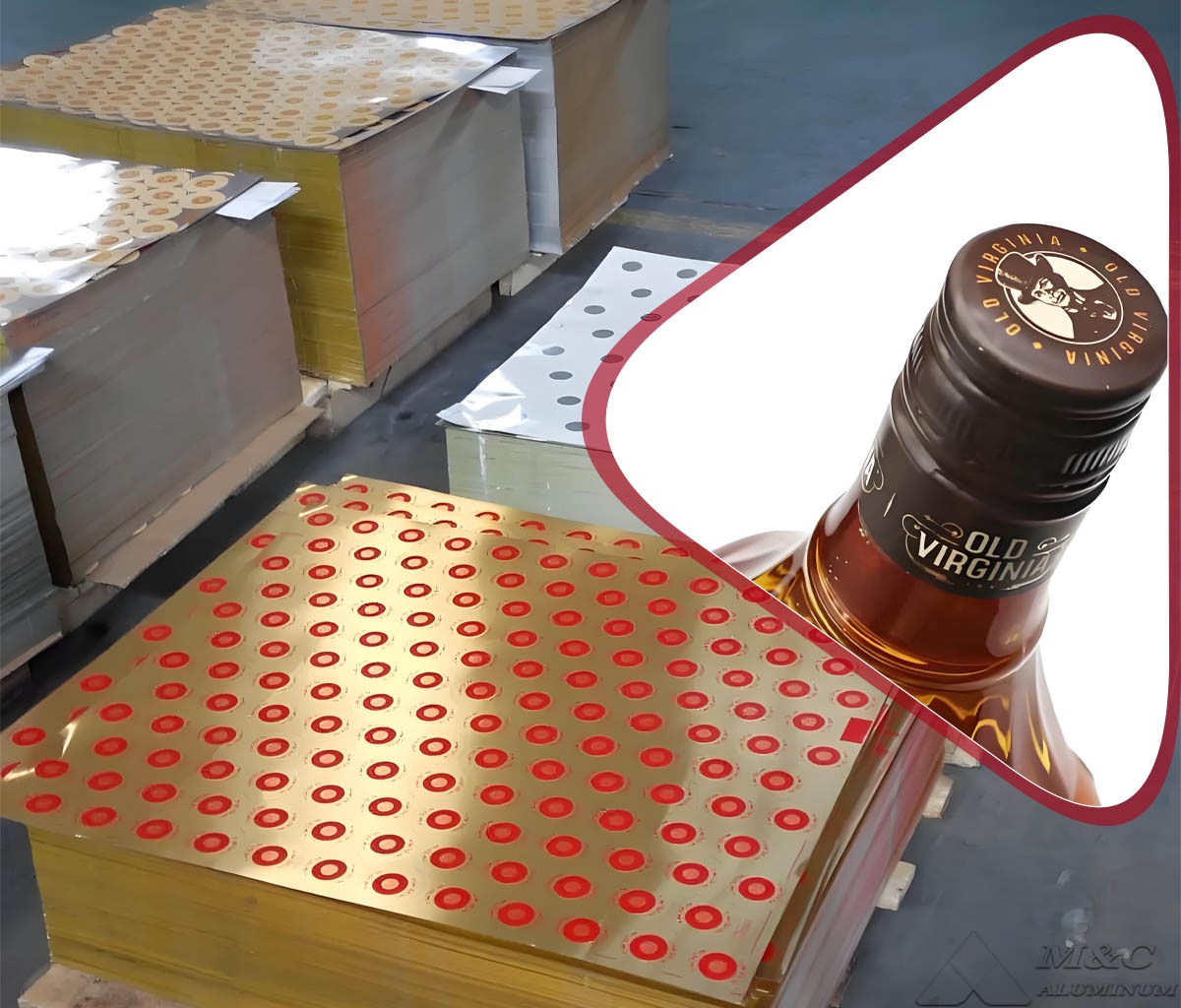
8011-H14 Lacquered Aluminum Sheet for Whisky Bottle Caps
Whisky bottle caps require more than an attractive metallic appearance. They must protect the product, perform reliably on high-speed capping lines, support precise embossing and printing, and maintain a consistent visual finish throughout storage and distribution. As a manufacturer of bottle cap aluminum sheet, we produce 8011-H14 lacquered aluminum sheet specifically for aluminum whisky closures and related premium beverage packaging applications.
Our 8011-H14 aluminum closure sheet is supplied with controlled mechanical properties, flatness, surface cleanliness, and lacquer coating performance. The material is designed for deep drawing, stamping, knurling, threading, and decorative finishing processes used in whisky bottle cap production. By controlling rolling, annealing, leveling, slitting, and coating parameters within our production process, we help closure manufacturers achieve stable forming quality and reduced processing variation.
Why 8011-H14 Aluminum Is Used for Whisky Bottle Caps
Alloy 8011 is a widely used aluminum alloy for closure stock because it combines workable strength with good elongation, corrosion resistance, and surface treatment compatibility. For whisky bottle caps, the H14 temper provides a balanced condition: it has sufficient rigidity to retain cap shape after forming while remaining ductile enough for drawing and profiling operations.
Compared with excessively hard material, 8011-H14 aluminum sheet is less likely to develop cracks at cap shoulders, skirt edges, or embossed regions. Compared with overly soft material, it provides better dimensional retention during shell formation and subsequent handling. This balance is important for whisky closures, which are often designed with longer skirts, detailed embossing, complex top profiles, and high-value decorative finishes.
The lacquered surface further improves the suitability of the material for closure manufacturing. Depending on the cap structure and downstream process, lacquer can provide a protective barrier, improve printing compatibility, support decorative appearance, and reduce the risk of surface marks during forming and transport.
Technical Parameters of 8011-H14 Lacquered Aluminum Sheet
The following table presents common production ranges for our 8011-H14 lacquered aluminum sheet for whisky bottle caps. Final specifications are confirmed according to cap design, tooling conditions, coating requirements, and conversion process.
| Item | Typical Specification | Notes |
|---|---|---|
| Alloy | AA 8011 | Aluminum alloy for closure stock |
| Temper | H14 | Half-hard condition with balanced formability |
| Thickness | 0.18 mm to 0.30 mm | Selected according to cap height and design |
| Common thickness | 0.20 mm, 0.22 mm, 0.24 mm | Frequently used for whisky aluminum caps |
| Width | 200 mm to 1,300 mm | Available as slit coils or wide coils |
| Coil inner diameter | 150 mm, 300 mm, 505 mm | Subject to customer equipment requirements |
| Coil outer diameter | Up to 1,800 mm | Controlled by coil weight and logistics limits |
| Surface finish | Mill finish, one-side lacquered, two-side lacquered | Customized for decoration and protection needs |
| Lacquer type | Clear, gold, colored, protective lacquer | Selected based on end-use process |
| Coating weight | Customized | Determined by lacquer system and performance target |
| Tensile strength | Typically 120 MPa to 155 MPa | Controlled according to thickness and process route |
| Elongation | Typically 3% to 8% | Depends on gauge and testing direction |
| Surface quality | Clean, smooth, low defect level | Suitable for printing and cap forming |
| Edge condition | Slit edge | Burr control required for high-speed conversion |
Lacquer Coating Requirements for Premium Whisky Closures
Lacquered aluminum coil is commonly selected when whisky bottle cap producers need a more refined surface and dependable downstream processing behavior. The coating system must be compatible with the intended decorative process and closure construction. For example, the exterior surface may require a clear or colored lacquer to support printing, while the reverse side may require protective treatment based on contact conditions and cap design.
In our coating operation, we focus on coating continuity, adhesion, curing control, color consistency, and surface cleanliness. A stable lacquer layer is important because cap production commonly includes drawing, stretching, beading, knurling, rolling, and sometimes embossing. If coating flexibility or adhesion is insufficient, defects such as whitening, cracking, delamination, or inconsistent gloss may occur after forming.
For whisky bottle cap aluminum, lacquer selection should be evaluated together with the intended decoration method. Suitable systems may be developed for offset printing, gravure printing, hot stamping, varnishing, or other premium finishing processes. We also consider the relationship between coating properties and the cap maker's line speed, forming radius, tooling surface condition, and post-forming handling method.
Manufacturing Process for 8011-H14 Aluminum Closure Sheet
As a factory specializing in aluminum processing, we manage the production route from aluminum alloy melting through finished coil inspection. Each stage influences the performance of the final lacquered aluminum sheet.
1. Alloy Melting and Casting
We begin with controlled 8011 alloy composition. Chemical composition stability is important for rolling consistency, mechanical performance, and surface quality. After melting and refining, the aluminum is cast into slabs suitable for subsequent hot rolling.
2. Hot Rolling and Cold Rolling
The cast slab is hot rolled to reduce thickness and prepare the structure for cold rolling. Cold rolling then brings the material to the required closure-stock gauge. During this stage, thickness tolerance, strip profile, surface finish, and coil shape are closely monitored.
For whisky bottle cap aluminum sheet, gauge consistency is particularly important. Variation in thickness can affect drawing depth, cap weight, thread definition, and the overall visual uniformity of finished closures.
3. Intermediate Annealing and Temper Control
Annealing and final rolling reduction are controlled to achieve the H14 temper. The objective is to produce material with repeatable strength and elongation for cap forming. Mechanical properties must remain stable from the beginning to the end of each coil to support continuous conversion.
4. Cleaning, Lacquering, and Curing
Before coating, the aluminum surface is cleaned to remove rolling residues and ensure reliable lacquer adhesion. The lacquer is then applied under controlled conditions and cured in an oven. Coating thickness, appearance, adhesion, and curing performance are inspected before the coil proceeds to slitting or packing.
5. Slitting, Inspection, and Packaging
The finished lacquered aluminum coil can be slit into customer-required widths. Edge quality is checked to minimize burr-related issues during feeding and stamping. Coils are protected with moisture-resistant packaging and appropriate interleaving to preserve surface quality during shipment and storage.
Key Performance Factors in Whisky Cap Production
When selecting an aluminum closure sheet for whisky bottle caps, cap manufacturers typically evaluate several practical performance factors.
Formability
The material must withstand drawing and shaping without edge cracking or excessive thinning. 8011-H14 aluminum provides a useful balance for standard and premium whisky closure geometries.
Surface Appearance
Whisky packaging often relies on visual differentiation. The aluminum surface should be uniform and suitable for high-quality printing, color coating, embossing, or varnishing. Surface defects can become more visible after decorative processing, especially on glossy or dark-colored caps.
Coating Adhesion
Lacquer adhesion must remain stable after forming. This requirement is important for caps with deep drawn areas, sharp design transitions, or embossed logos.
Thickness and Shape Consistency
Stable gauge and flatness support consistent stamping results. They also help reduce press adjustment frequency and improve the repeatability of cap dimensions.
Corrosion Resistance
Aluminum naturally forms a protective oxide layer. With a suitable lacquer system, the finished aluminum closure material provides additional protection against handling conditions, moisture exposure, and ordinary packaging environments.
Quality Control in Our Closure Sheet Production
Our quality control procedures are integrated into the manufacturing process rather than limited to final inspection. We inspect incoming materials, monitor rolling parameters, verify temper performance, and evaluate coating quality before shipment.
Typical quality checks for 8011-H14 lacquered aluminum sheet include:
Chemical composition verification for 8011 alloy control.
Thickness, width, and coil geometry measurement.
Tensile strength and elongation testing.
Surface inspection for scratches, stains, roll marks, coating defects, and inclusions.
Lacquer adhesion and curing assessment.
Color and gloss comparison where decorative lacquer is specified.
Edge burr inspection after slitting.
Packaging inspection to protect coils during transport.
For customers producing premium whisky bottle caps, we can align inspection items with their cap-making process, including forming trials, printing tests, and coating compatibility evaluations where required.
Selection Guidance for Cap Manufacturers
The correct 8011-H14 lacquered aluminum sheet specification depends on the finished closure design. A short standard cap may use a different thickness from a tall premium cap with embossed features or a tamper-evident band. Likewise, a clear lacquered surface for printed caps may have different requirements from a colored lacquered surface intended for a minimalist metallic appearance.
Before production, we recommend confirming the following technical points:
| Selection Item | Consideration |
|---|---|
| Cap height and diameter | Determines drawing and material strength requirements |
| Cap skirt design | Influences thickness and elongation selection |
| Embossing depth | Requires suitable ductility and coating flexibility |
| Decoration process | Determines lacquer type, color, and surface finish |
| Production line speed | Influences flatness, lubrication, and edge quality requirements |
| Packaging environment | Supports selection of protective coating performance |
| Coil dimensions | Must match uncoiling, feeding, and stamping equipment |
Conclusion
8011-H14 lacquered aluminum sheet is a practical and established material for whisky bottle caps requiring reliable formability, stable mechanical properties, and refined surface performance. Its balanced H14 temper supports common cap-forming operations, while a properly selected lacquer system improves decorative flexibility and surface protection.
As a manufacturer of bottle cap aluminum sheet, we supply 8011 aluminum closure material with controlled rolling quality, temper consistency, lacquer adhesion, and slit-coil accuracy. By matching alloy condition, thickness, coating system, and coil dimensions to the closure design, we support efficient production of whisky bottle caps with consistent functional and visual quality.




Applications



Related Articles
- 3105 Aluminum Closure Sheet for Beverage Bottle Caps
- 8011 DC Painted Aluminum Closure Sheet for Ropp Cap
- Chromium-Plated and DOS-Treated Aluminum Sheets for Cosmetic Bottle Caps
- 8011 pharmaceutical packaging aluminum closure cap
- Color Coated 3105 Aluminum Closure Sheet
- Aluminum bottle cap material manufacturer
-
Advisory Message
Alloy Grade Thickness, Application, etc.
-
Quick Reply
Quick reply within 30 minutes
-
Getting Information
One-to-one design and customized production plan