- Address:Zhengzhou, Henan, China
- Mon-Fri (8am - 6pm)
- sales@alummc.com


Aluminium Bottle Closure Sheet Grades and Uses
As an aluminium rolling manufacturer, we produce aluminium bottle closure sheet for beverage, wine, spirits, pharmaceutical, edible oil, and specialty packaging applications. Closure stock is a small part of a package by weight, but it has a direct influence on sealing performance, opening torque, decoration quality, corrosion resistance, and line productivity at the cap maker.
In our production, bottle cap aluminum sheet is not treated as a general sheet product. It requires controlled alloy chemistry, stable temper, precise gauge tolerance, clean surface, and consistent coating or printing performance. The following article explains the main aluminium bottle closure sheet grades, typical technical parameters, and practical uses from a factory manufacturing perspective.

What Is Aluminium Bottle Closure Sheet?
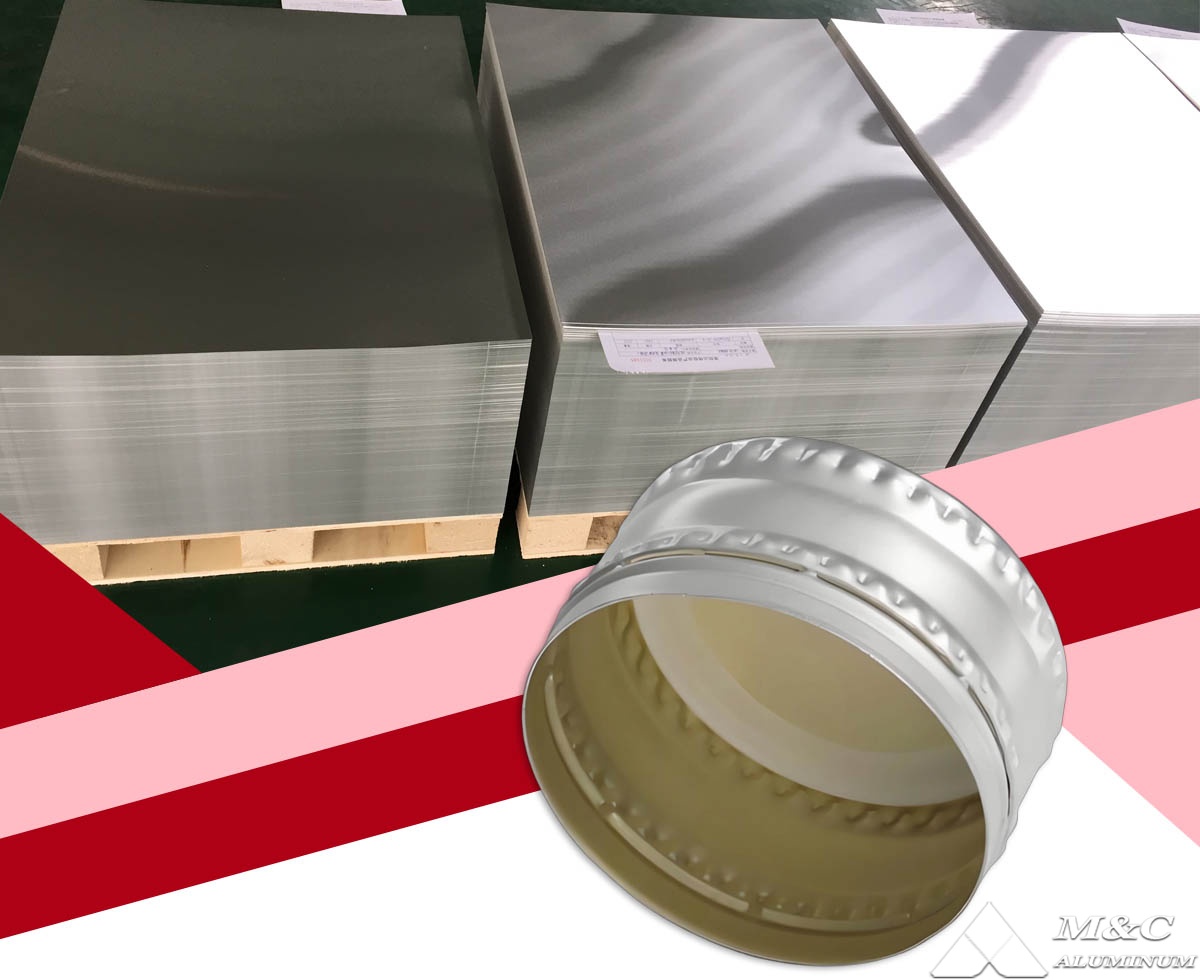
Aluminium bottle closure sheet, also called aluminum closure sheet or bottle cap aluminum sheet, is flat rolled aluminium supplied in coil or sheet form for the production of pilfer-proof caps, screw caps, roll-on closures, easy-open bottle caps, and specialty closures. The material is normally degreased, chemically treated, coated, printed, lubricated, and then stamped or formed by the cap manufacturer.
The closure process places several demands on the metal. During deep drawing and knurling, the sheet must resist cracking and excessive earing. During threading and bridge forming, it must provide enough strength to maintain dimensions. During sealing, it must support liners and gaskets without deformation. For decorated caps, the surface must be uniform and suitable for coating, lithographic printing, and color matching.
For these reasons, the most commonly used alloys are 8011, 3105, 5052, 1060, and 1050, with 8011 and 3105 aluminum closure sheet being the principal industrial grades for many closure applications.
Main Aluminium Closure Sheet Grades
8011 Aluminum Closure Sheet
8011 is one of the most widely used aluminium bottle closure sheet grades. It belongs to the Al-Fe-Si alloy series and offers a balanced combination of formability, moderate strength, corrosion resistance, and coating compatibility. In closure production, 8011 is commonly supplied in H14, H16, H18, and H19 tempers, depending on the required cap type.
8011 aluminum closure sheet is suitable for pharmaceutical caps, liquor bottle caps, beverage caps, anti-theft caps, and cosmetic closures. The alloy has good blanking behavior and can be processed into thin gauges while maintaining stable mechanical properties. When the cap design requires reliable forming and good sealing after multiple forming steps, 8011 aluminum closure sheet is often selected.
3105 Aluminum Closure Sheet
3105 aluminum closure sheet is an Al-Mn alloy with higher strength than many pure aluminium grades and good resistance to corrosion. It has excellent surface quality after rolling and is well suited for closures that require color coating, high-speed stamping, and stable torque performance.
In our factory, 3105 is frequently produced for wine caps, spirits caps, beverage closures, and roll-on pilfer-proof closures. Compared with softer pure aluminium grades, 3105 provides improved rigidity, which helps maintain cap roundness and thread definition. It is also suitable for applications where the closure requires both decorative appearance and mechanical stability.
5052 Aluminum Closure Sheet
5052 is an Al-Mg alloy with higher strength and excellent corrosion resistance. It is not always the first choice for standard bottle closures because of its higher alloy content and different forming behavior, but it is used for certain specialty caps, high-strength closures, and packaging exposed to more demanding service conditions.
For cap manufacturers, 5052 may be selected when the closure needs enhanced dent resistance, stronger structure, or better performance in humid or mildly corrosive environments. The forming process must be matched carefully to the temper to prevent cracking in complex cap geometries.
1050 and 1060 Aluminum Closure Sheet
1050 and 1060 are commercially pure aluminium grades. They have excellent ductility, high surface brightness, and good corrosion resistance. These grades are used for some shallow-drawn caps, simple covers, seals, and applications where high formability is more important than strength.
Because pure aluminium is relatively soft, it is not always ideal for high-speed roll-on pilfer-proof caps that require firm threading and accurate bridge formation. However, for light-duty closures and some decorative packaging components, 1050 and 1060 remain practical choices.
Typical Technical Parameters
The following parameters represent common production ranges. Final specifications should be confirmed according to cap design, forming depth, coating system, printing process, and filling conditions.
| Alloy Grade | Common Temper | Typical Thickness, mm | Typical Width, mm | Key Features | Typical Uses |
|---|---|---|---|---|---|
| 8011 | H14, H16, H18, H19 | 0.18-0.30 | 200-1600 | Good formability, stable strength, coating compatibility | Pharmaceutical caps, liquor caps, beverage closures |
| 3105 | H14, H16, H18 | 0.18-0.35 | 200-1600 | Higher strength, good corrosion resistance, good printing surface | Wine caps, spirits caps, ROPP caps, decorative caps |
| 5052 | H32, H34, H36 | 0.20-0.40 | 200-1500 | Higher strength, excellent corrosion resistance | Specialty caps, high-strength closures |
| 1050 | H14, H16, H18 | 0.18-0.35 | 200-1600 | High ductility, good brightness, soft forming | Simple covers, seals, light-duty caps |
| 1060 | H14, H16, H18 | 0.18-0.35 | 200-1600 | High aluminium purity, excellent formability | Decorative closures, shallow-drawn caps |
| Parameter | Factory Control Focus | Typical Requirement |
|---|---|---|
| Thickness tolerance | Rolling gauge control and online measurement | Tight tolerance according to customer drawing |
| Surface quality | Degreasing, brushing, coating base preparation | No oil stain, black spot, scratch, wave, or oxidation mark affecting use |
| Mechanical properties | Alloy chemistry, cold reduction, annealing curve | Stable tensile strength, elongation, and hardness by temper |
| Flatness | Tension leveling and coil winding control | Suitable for high-speed coating and stamping lines |
| Coating adhesion | Surface treatment and cleanliness | Passes bending, impact, boiling water, or customer-specific tests |
| Earing control | Rolling schedule and texture management | Reduced earing for uniform cap height |
How Grade Selection Affects Cap Performance
Selecting the correct aluminium closure sheet grade is not only a purchasing decision. It influences the entire production chain from coil coating to final capping on the filling line.
Strength is a key factor. If the sheet is too soft, the cap may deform during capping or show poor thread retention. If the sheet is too hard, cracking may appear during drawing, scoring, or bridge forming. This is why temper selection is as important as alloy grade.
Formability is equally important. Bottle closures often involve blanking, drawing, redrawing, knurling, thread rolling, perforating, and curling. A closure sheet with unstable elongation may pass initial stamping but fail in later forming stages. In our production control, we pay close attention to tensile properties, elongation, hardness uniformity, and coil-to-coil consistency.
Surface condition also determines downstream efficiency. Many caps are coated and printed before forming. Any oil residue, roll mark, pinhole, scratch, or color variation can cause printing defects or coating failure. For this reason, aluminium bottle closure sheet requires stricter surface inspection than ordinary industrial sheet.
Typical Uses by Closure Type
Beverage and Soft Drink Caps
Beverage closures generally require reliable sealing, good corrosion resistance, and stable performance on high-speed capping equipment. 8011 and 3105 are common choices. For carbonated drinks, the cap must withstand internal pressure and maintain thread integrity, so stable temper and accurate thickness are essential.
Wine and Spirits Closures
Wine and spirits caps often place strong emphasis on surface decoration. 3105 aluminum closure sheet is widely used because it combines strength, smooth surface quality, and good coating response. It supports color coating, embossing, printing, and anti-counterfeit designs. For premium closures, surface cleanliness and coil flatness are especially important.
Pharmaceutical and Medical Caps
Pharmaceutical caps require clean surface, controlled mechanical properties, and compatibility with sterilization or sealing requirements. 8011 aluminum closure sheet is frequently used for vial caps, injection bottle caps, and medical seals. The material must be processed under strict quality control, with attention to burr level, coating adhesion, and forming stability.
Edible Oil and Food Bottle Caps
Food and edible oil packaging needs corrosion resistance, safe coating systems, and stable sealing. Both 8011 and 3105 can be used depending on cap structure. For food-contact applications, coating selection and compliance testing are as important as the aluminium substrate.
Cosmetic and Specialty Closures
Cosmetic packaging often requires bright surface, anodizing suitability, printing quality, and attractive appearance. Pure aluminium grades such as 1050 and 1060 may be used for simple decorative parts, while 3105 and 8011 are selected when better strength and forming stability are required.
Manufacturing Control in Our Rolling Process
As a manufacturer, our quality work begins before rolling. Alloy composition is controlled in melting and casting to ensure stable Fe, Si, Mn, Mg, and other elements. Homogenization and hot rolling are adjusted according to the target grade. During cold rolling, reduction ratio and intermediate annealing are designed to obtain the required temper and texture.
For aluminium closure sheet, coil cleanliness is a central requirement. The surface must be suitable for degreasing, passivation, coating, and printing. We use process controls to reduce rolling oil residue, surface streaks, and metal fines. Tension leveling is applied where required to improve flatness and coating line stability.
Final inspection includes thickness measurement, width measurement, surface examination, mechanical property testing, and sampling based on customer standards. For coated closure stock, coating thickness, adhesion, flexibility, solvent resistance, and appearance are also verified.
Coating, Printing, and Lubrication Considerations
Most bottle closure aluminum sheet is not used as bare metal. It is coated to improve corrosion resistance, protect contents, and provide a printable surface. Typical coating systems include epoxy, polyester, modified polyester, and food-grade protective lacquers. The inner coating must be compatible with the filled product, while the outer coating must support printing, varnishing, and abrasion resistance.
Lubrication is another important factor. During cap forming, controlled lubrication reduces tool wear and prevents tearing. Excess lubricant, however, may affect liner adhesion or printing quality. For this reason, surface treatment should be coordinated among the aluminium mill, coater, and cap maker.
Development Trends in Aluminium Bottle Closure Sheet
The closure industry is moving toward thinner gauges, higher line speeds, improved recyclability, and more consistent decorative quality. Lightweighting requires aluminium sheet with higher strength and better forming stability at reduced thickness. This trend increases the importance of alloy design, rolling precision, and texture control.
Sustainability is also influencing material selection. Aluminium closures are recyclable, and many brands are placing greater value on mono-material packaging systems. At the same time, coating systems are being improved to meet food safety regulations and environmental requirements.
For manufacturers, the future of aluminium closure sheet will depend on tighter process control, cleaner surfaces, improved earing performance, and technical cooperation with cap producers. A stable aluminium substrate helps reduce scrap during coating, printing, stamping, and final filling.
Conclusion
Aluminium bottle closure sheet grades must be selected according to the closure design, filling product, forming process, coating system, and appearance requirements. 8011 aluminum closure sheet offers balanced formability and is widely used in beverage, pharmaceutical, and liquor caps. 3105 aluminum closure sheet provides higher strength and excellent decorative performance for wine, spirits, and roll-on closures. 5052, 1050, and 1060 also have specific uses where their strength or ductility is required.
From our manufacturing experience, consistent alloy composition, precise rolling control, clean surface treatment, and stable temper are the key factors behind reliable closure performance. By matching the correct aluminium closure sheet grade with the cap maker's forming and coating process, manufacturers can improve sealing reliability, decoration quality, and production efficiency.






Applications



-
Advisory Message
Alloy Grade Thickness, Application, etc.
-
Quick Reply
Quick reply within 30 minutes
-
Getting Information
One-to-one design and customized production plan