- Address:Zhengzhou, Henan, China
- Mon-Fri (8am - 6pm)
- sales@alummc.com


What Are the Performance Characteristics of 8011 Aluminum Foil for Bottle Caps?
As an aluminum rolling and finishing manufacturer, we supply 8011 aluminum foil for bottle caps to closure plants, packaging converters, pharmaceutical packaging producers, and beverage cap manufacturers. In actual production, cap performance is not determined by alloy grade alone. It depends on alloy chemistry, casting quality, rolling accuracy, annealing control, surface condition, lubrication residue, coating adaptability, and the stability of mechanical properties from coil to coil.
8011 aluminum foil is widely used as bottle cap aluminum foil because it combines good formability, suitable strength, clean surface quality, and reliable compatibility with printing, lacquering, sealing, and embossing processes. For many cap applications, especially pharmaceutical caps, vial seals, PP caps, and selected food and beverage closures, 8011 provides a practical balance between processing performance and end-use reliability.
1. Alloy Characteristics of 8011 Aluminum Foil
8011 is an Al-Fe-Si series aluminum alloy. Compared with pure aluminum grades, it contains controlled additions of iron and silicon, which help improve strength, stability during rolling, and resistance to excessive softening after annealing. For bottle cap production, this composition is useful because the material must be thin enough for efficient forming, but strong enough to resist tearing, cracking, and deformation during capping and transportation.
In our production practice, 8011 aluminum closure foil is generally supplied in H14, H16, H18, O, or customized temper conditions according to the forming method and cap structure. A softer temper is suitable for deep drawing, easy opening, and deformation-type sealing, while a harder temper is selected where cap rigidity and torque resistance are more important.
The main advantage of 8011 is its balanced processing window. It can be rolled to precise thickness, annealed to controlled mechanical properties, and supplied with a surface suitable for later coating or direct conversion. This makes it a dependable aluminum foil for closures used in high-volume cap manufacturing.
2. Key Technical Parameters
The following table lists typical parameters for 8011 aluminum foil for bottle caps. Final specifications should be confirmed according to the cap type, forming equipment, coating system, and applicable packaging standard.
| Item | Typical Specification | Notes for Bottle Cap Use |
|---|---|---|
| Alloy | 8011 | Al-Fe-Si alloy for closure and packaging applications |
| Temper | O, H14, H16, H18 | Selected according to forming depth, rigidity, and sealing method |
| Thickness range | 0.018-0.300 mm | Common range for cap foil, seals, and closure components |
| Width range | 100-1600 mm | Slit according to customer capping or coating line requirements |
| Tensile strength | Approx. 75-180 MPa | Depends on temper and thickness |
| Elongation | Approx. 1-18 percent | Higher elongation is required for more severe forming |
| Surface | Mill finish, degreased, coated, or printed substrate | Surface cleanliness affects adhesion and appearance |
| Thickness tolerance | As agreed, commonly +/-0.005 mm or tighter | Critical for stable stamping and sealing pressure |
| Pinholes | Controlled according to thickness and end use | Important for pharmaceutical and sealing applications |
| Coil ID | 76 mm, 150 mm, 300 mm, 508 mm | Customized for slitting, coating, and stamping lines |
| Packaging | Seaworthy wooden case or suspended packing | Protects edges, surface, and coil shape during transport |
3. Mechanical Strength and Formability
Bottle caps require a specific combination of strength and plastic deformation capability. During cap manufacturing, aluminum foil may pass through printing, coating, drying, slitting, punching, embossing, drawing, knurling, and lining. If the material is too hard, edge cracking and poor forming may occur. If it is too soft, the finished cap may lose dimensional stability or fail during sealing.
8011 aluminum foil performs well because its mechanical properties can be adjusted through cold rolling reduction and annealing. For pharmaceutical vial caps and shallow-drawn closures, a softer or medium-hard temper is often preferred. For PP cap material and certain pilfer-proof closures, higher hardness may be required to maintain cap geometry and improve anti-deformation performance.
From a factory control perspective, consistency is as important as the nominal strength value. We focus on uniform tensile strength and elongation across the coil length and width. Stable mechanical properties reduce stamping variation, help maintain even skirt height, and improve sealing performance on high-speed cap production lines.
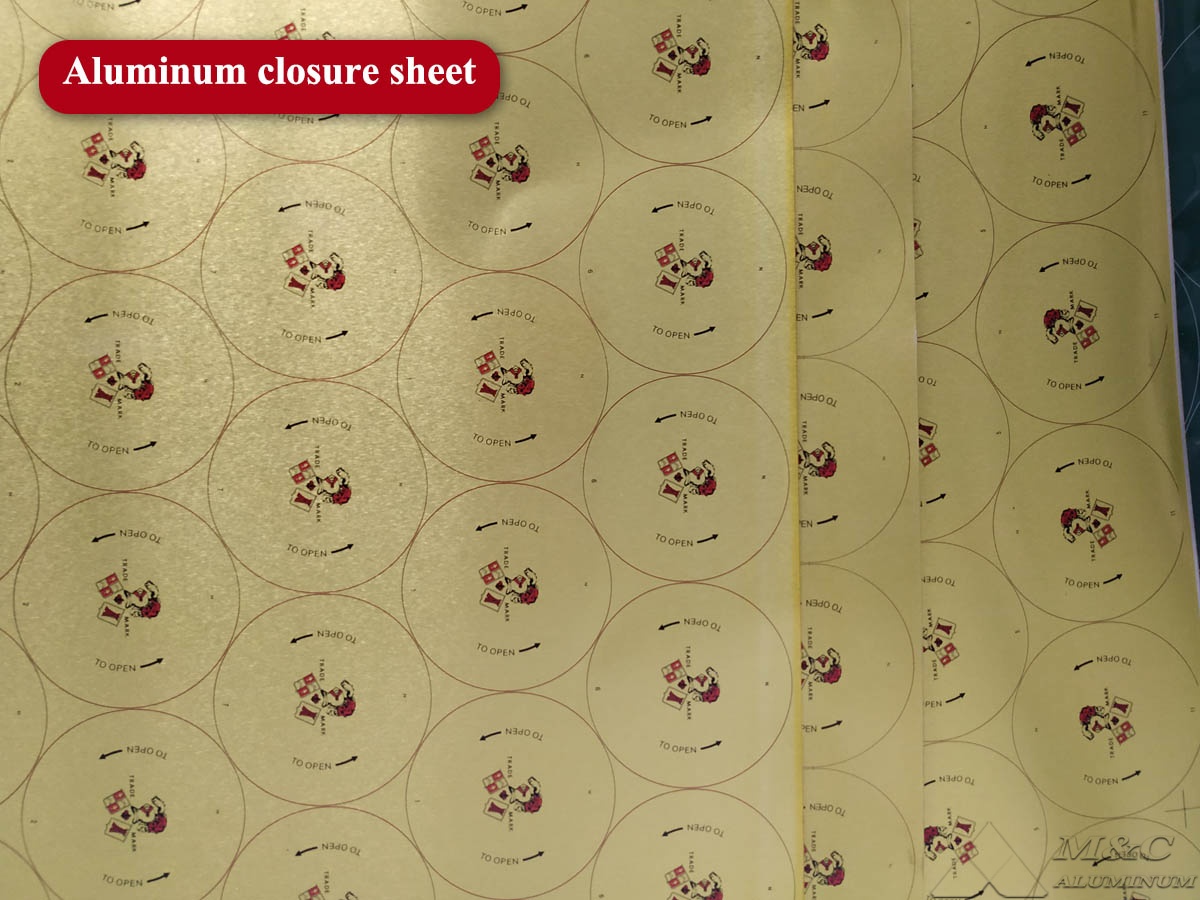
4. Surface Quality and Coating Adhesion
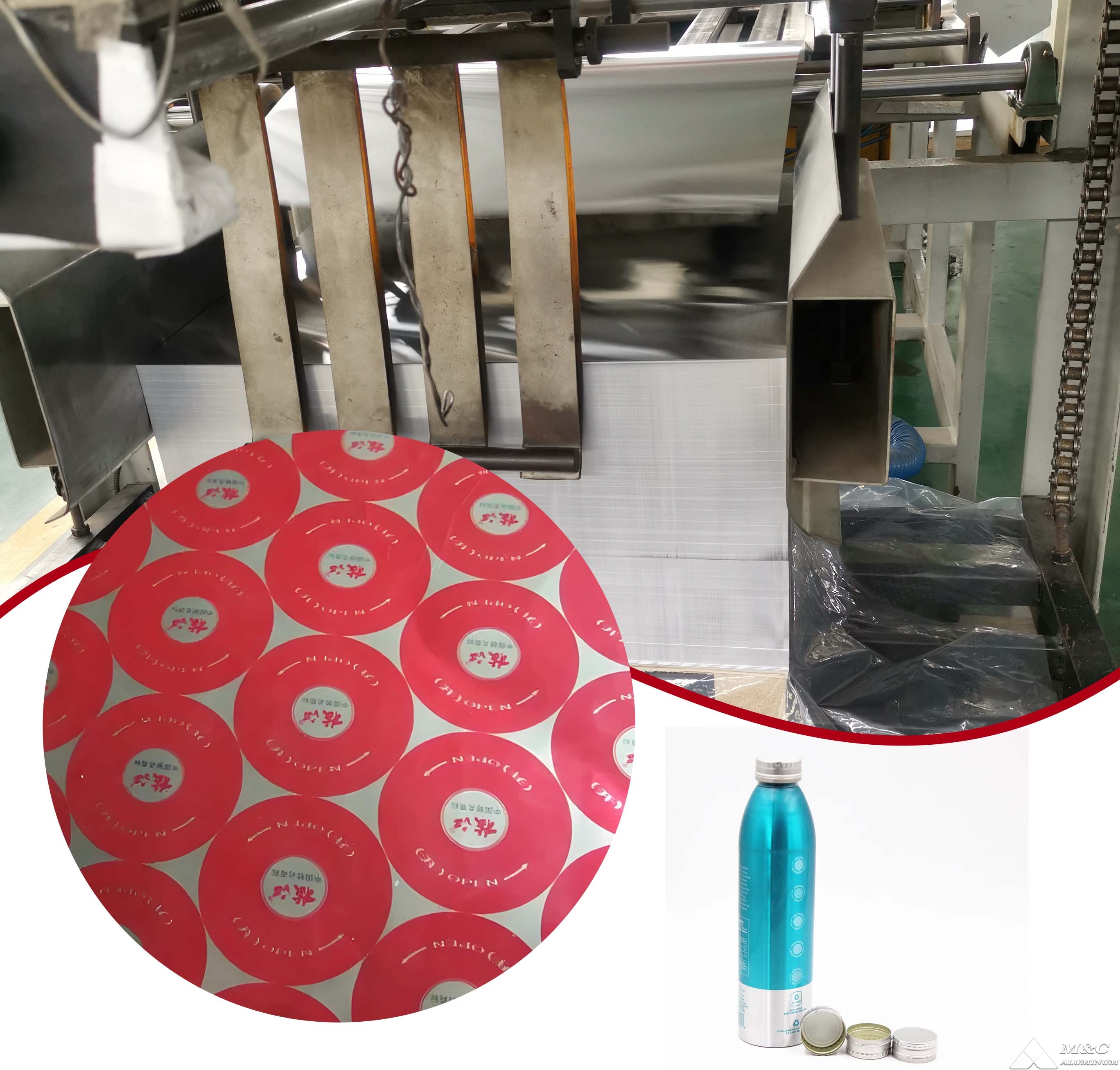
Surface quality is one of the most important performance characteristics of bottle cap aluminum foil. Caps are visible packaging components, and many closures require printing, color coating, heat-seal coating, primer coating, or protective lacquer. Surface defects such as oil spots, roll marks, scratches, oxidation stains, black lines, and foreign particles can reduce coating adhesion or affect appearance.
In our rolling and finishing workshops, surface control begins from casting and continues through hot rolling, cold rolling, foil rolling, annealing, degreasing, and final inspection. For 8011 aluminum closure foil, residual rolling oil must be controlled so that coating and printing processes remain stable. Excessive oil residue can cause fisheyes, poor wettability, blistering, or delamination after baking.
For coated bottle cap aluminum foil, surface treatment must match the lacquer system. Food and pharmaceutical applications often require coatings with good chemical resistance, low odor, and compliance with relevant packaging regulations. A clean and uniform aluminum substrate helps coating suppliers achieve stable adhesion and consistent color.
5. Thickness Accuracy and Dimensional Stability
Thickness control directly influences cap weight, stamping performance, sealing pressure, and material consumption. If thickness fluctuates beyond the agreed range, cap forming may become unstable. Thin areas may tear during punching or forming, while thick areas may increase die wear and reduce output efficiency.
For 8011 aluminum foil for bottle caps, we control thickness through precise rolling schedules, automatic gauge control, and tension management. Flatness and coil shape are also important. Good flatness supports uniform coating thickness and accurate feeding during stamping. Poor flatness may cause wrinkling, misalignment, and inconsistent cap dimensions.
Dimensional stability is especially important for high-speed closure lines. Stable coil winding, accurate slitting width, burr control, and clean edges allow the material to run smoothly through printing, coating, and cap forming machines. As a manufacturer, we pay attention not only to laboratory test results but also to line performance at the customer side.
6. Barrier Performance and Sealing Reliability
Aluminum foil is naturally valued for its barrier properties. It provides excellent resistance to light, moisture, oxygen, and external contamination. In bottle cap applications, 8011 aluminum foil may be used as the main cap body, a sealing membrane, or a component of a composite closure structure.
For pharmaceutical cap foil and vial seals, reliable sealing is essential. The foil must form properly around the container mouth or rubber stopper without cracking. For beverage and food closures, the cap material must maintain shape during storage and transport while supporting liner adhesion or sealing compound performance.
8011 aluminum foil also has good compatibility with heat-seal coatings and induction sealing structures when the surface is properly prepared. The final sealing result depends on foil thickness, temper, coating formulation, heating conditions, pressure, and container material. Therefore, we recommend confirming the complete cap structure during sample evaluation rather than assessing the aluminum foil alone.
7. Corrosion Resistance and Product Safety
Aluminum forms a natural oxide film that provides basic corrosion resistance. For bottle caps, this property helps protect the closure during storage and use. However, the actual corrosion resistance of finished caps also depends on lacquer quality, coating coverage, cap design, filling medium, pH value, and sterilization conditions.
8011 aluminum foil used for closures should have a clean surface and controlled chemical composition. For food, beverage, and pharmaceutical packaging, customers often require compliance documents related to heavy metals, food contact regulations, or specific industry standards. As a factory, we can provide material certificates, test reports, and batch traceability according to order requirements.
For aggressive contents or high-humidity storage environments, protective coating design becomes more important. A well-matched primer and topcoat system can improve corrosion resistance, prevent discoloration, and maintain package appearance through the product shelf life.
8. Processing Performance in Cap Manufacturing
The performance of 8011 aluminum closure foil is verified in downstream processes. During punching and drawing, the material should show clean fracture edges, limited earing, and stable deformation. During printing and coating, it should provide good wettability and consistent oven performance. During sealing or capping, it should conform to the container without tearing or excessive springback.
Typical bottle cap manufacturing processes involving 8011 aluminum foil include:
Coil cleaning, coating, and printing
Slitting into narrow rolls or sheets
Punching and blanking
Shallow drawing or forming
Embossing, knurling, or scoring
Lining, sealing compound application, or membrane lamination
Final cap inspection and packing
Each process places different requirements on the foil. For example, pharmaceutical flip-off caps need stable stamping and coating adhesion, while PP caps require suitable hardness and forming consistency. Induction seal liners need clean foil surfaces and dependable lamination behavior. Our production specifications are therefore adjusted according to the customer's actual cap design.
9. Comparison With Other Closure Aluminum Materials
8011 is not the only aluminum alloy used for closures. 3105, 5052, 1050, 1060, and 3004 may also be used in different cap structures. Compared with 1050 and 1060, 8011 generally offers higher strength and better stability for certain forming applications. Compared with 3105 or 5052, it is often selected when thinner foil gauges, pharmaceutical sealing, or flexible closure components are required.
The correct material choice should consider cap geometry, depth of drawing, coating route, sterilization conditions, torque requirement, and total packaging cost. In our experience, 8011 aluminum foil is a strong candidate where controlled thickness, clean surface, moderate strength, and good formability are required together.
10. Factory Quality Control Points
To ensure stable supply of 8011 aluminum foil for bottle caps, we manage quality through the full production chain. The main control points include melt composition, slab or cast roll quality, rolling reduction, annealing curve, surface cleanliness, thickness tolerance, pinhole inspection, slitting accuracy, edge quality, and packaging protection.
Before shipment, inspection may include tensile testing, elongation testing, thickness measurement, width measurement, surface inspection, pinhole inspection, coating adhesion testing if coated material is supplied, and coil appearance checking. For cap manufacturers, batch consistency reduces machine adjustment time and improves production efficiency.
Packaging is also part of quality control. Thin aluminum foil is sensitive to edge damage, moisture, collision, and deformation. We use protective wrapping, moisture-proof materials, edge protection, and suitable wooden cases or suspended packing according to coil size and transport route.
11. Development Trend of 8011 Bottle Cap Foil
The bottle cap industry is moving toward lightweight materials, higher line speeds, improved recyclability, and stricter packaging safety requirements. These trends require aluminum foil suppliers to provide thinner gauges with stable performance, cleaner surfaces for high-quality coating, and better dimensional consistency for automated production.
8011 aluminum foil remains relevant because it supports lightweight closure design while maintaining functional reliability. At the same time, customers are paying more attention to low-carbon aluminum, recycling content, solvent reduction in coating systems, and traceable production records. As a manufacturer, we continue to improve rolling precision, surface inspection, and process control to meet these changing requirements.
Conclusion
8011 aluminum foil for bottle caps offers a balanced combination of formability, strength, surface quality, barrier performance, coating compatibility, and dimensional stability. These characteristics make it suitable for pharmaceutical caps, bottle seals, PP cap material, ROPP cap foil, and various aluminum foil for closures.
For successful cap production, the key is not only selecting 8011 alloy but also defining the correct temper, thickness, surface condition, tolerance, coating requirement, and packaging method. With controlled rolling, annealing, slitting, and inspection, 8011 bottle cap aluminum foil can provide reliable performance on modern closure production lines and meet the technical needs of international packaging manufacturers.






Applications



-
Advisory Message
Alloy Grade Thickness, Application, etc.
-
Quick Reply
Quick reply within 30 minutes
-
Getting Information
One-to-one design and customized production plan