- Address:Zhengzhou, Henan, China
- Mon-Fri (8am - 6pm)
- sales@alummc.com


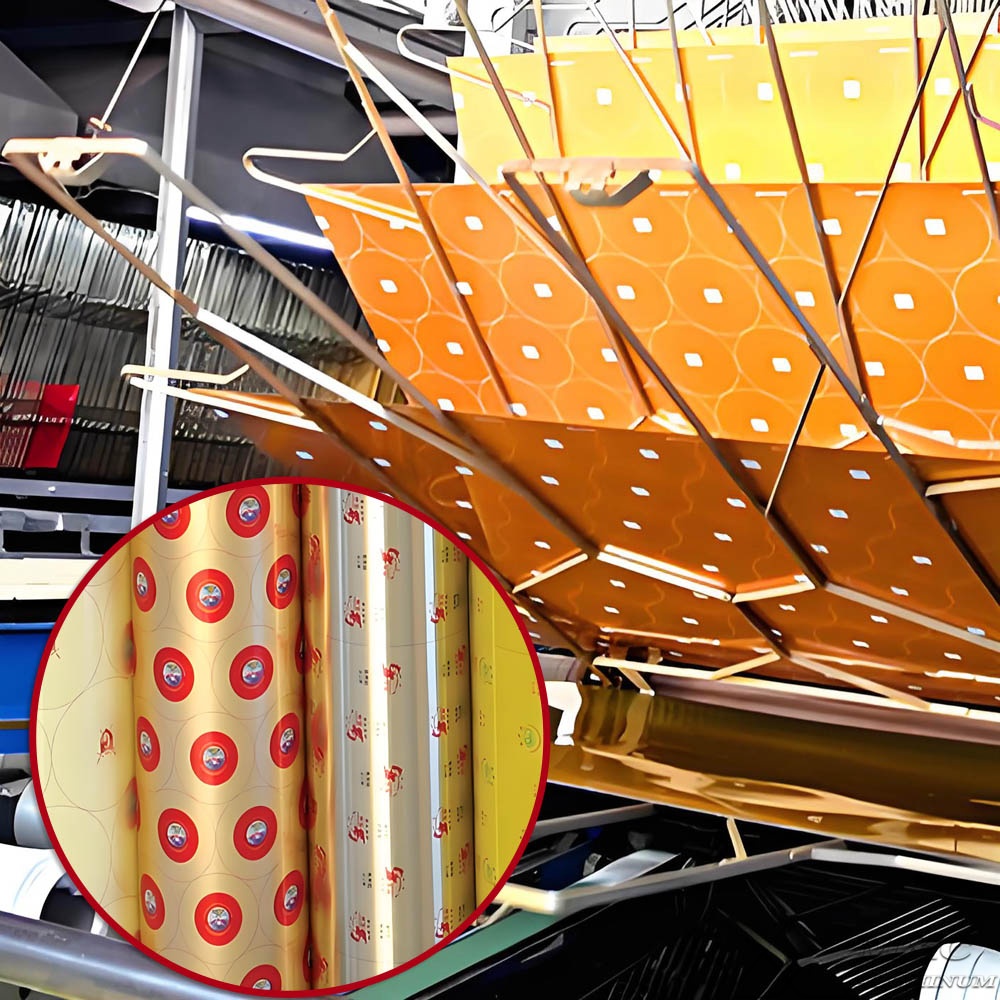
8011 Color-Coated Aluminum Sheet for Wine Bottle Caps
As an aluminum rolling and coating manufacturer, we produce 8011 color-coated aluminum sheet for wine bottle caps with controlled metallurgy, stable surface quality, and consistent formability. Wine closures require more than an attractive exterior. The material must withstand deep drawing, knurling, perforation, printing, coating, and sealing operations while maintaining a clean appearance and reliable mechanical performance.
In our production practice, 8011 aluminum alloy is one of the most widely used materials for wine bottle caps, ROPP caps, tamper-evident closures, and other aluminum closure applications. Its balanced strength, elongation, surface flatness, and coating compatibility make it suitable for high-speed cap manufacturing lines. By combining casting, cold rolling, annealing, leveling, surface pretreatment, coating, and slitting under integrated factory control, we supply aluminum closure sheet designed for stable downstream processing.

Why 8011 Aluminum Is Used for Wine Bottle Caps
8011 aluminum belongs to the 8xxx series aluminum alloys. It contains aluminum as the base metal, with controlled additions of iron and silicon. Compared with some harder aluminum alloys, 8011 can be processed to achieve a useful combination of moderate strength and good ductility. This is important for wine bottle caps because the sheet must be formed into a cylindrical or skirted closure without cracking, orange peel, excessive ear formation, or coating damage.
For wine closures, the cap body usually needs to pass through drawing, redrawing, thread rolling, embossing, side printing, top printing, and sealing liner insertion. A material with unstable mechanical properties may cause split caps, uneven skirt height, excessive springback, or poor thread definition. Our 8011 color-coated aluminum sheet is manufactured with close control of temper, thickness tolerance, and surface condition to reduce these risks.
The alloy also offers good corrosion resistance in typical storage and packaging environments. When combined with appropriate primer, top coat, and inner lacquer systems, 8011 aluminum closure sheet can help protect the visual quality of the cap and maintain compatibility with liner materials and closure assembly processes.
Factory Production Route
Our production route starts from selected aluminum ingots and alloying elements. The metal is melted, refined, filtered, and cast according to the chemical composition requirements of 8011 alloy. After homogenization or controlled thermal treatment, the material enters hot rolling or continuous casting and rolling, depending on product specification and order design.
Cold rolling is used to bring the strip to the required gauge. During this stage, rolling reduction, lubrication, work roll condition, and strip tension are monitored to obtain smooth surface quality and accurate thickness. Intermediate or final annealing is applied according to the required temper, commonly H14, H16, or H18 for closure sheet, while soft tempers can be produced for special forming requirements.
Before coating, the aluminum strip is cleaned and chemically pretreated to improve paint adhesion. Color coating is then applied by roller coating lines. The coating system may include primer, color top coat, clear coat, or food-contact compatible inner lacquer, depending on the cap design and the end application. After baking and cooling, the coated aluminum sheet is inspected, leveled, slit, and packed for shipment.

Technical Parameters of 8011 Color-Coated Aluminum Sheet
The following table shows common technical parameters for 8011 color-coated aluminum sheet used in wine bottle caps. Final values can be adjusted according to cap diameter, cap height, drawing ratio, coating design, and customer production equipment.
| Item | Typical Specification |
|---|---|
| Alloy | 8011 |
| Temper | H14, H16, H18, O available for special requirements |
| Thickness | 0.18 mm to 0.30 mm, common wine cap range 0.20 mm to 0.24 mm |
| Width | 100 mm to 1600 mm, slit width according to cap line requirement |
| Surface | Color-coated, printed, lacquered, degreased, or pretreated |
| Coating type | Epoxy, polyester, modified polyester, acrylic, or customer-specified system |
| Coating thickness | Typically 5 microns to 25 microns per side, depending on design |
| Tensile strength | Approx. 120 MPa to 180 MPa, subject to temper and thickness |
| Elongation | Typically 2 percent to 8 percent, subject to temper |
| Thickness tolerance | Controlled according to order standard and rolling capability |
| Surface quality | Free from oil stain, pinhole, serious scratch, wrinkle, oxidation, and color defect |
| Inner lacquer | Available for liner compatibility and closure forming requirements |
| Packaging | Eye-to-wall or eye-to-sky coil, wooden pallet or export seaworthy packing |
These values are not fixed for every project. For example, a long wine cap with a large drawing depth may require a softer temper or higher elongation, while a short ROPP cap may use a harder temper to maintain thread strength and tamper band stability. As a manufacturer, we review the closure structure, forming process, and coating requirements before confirming the final material specification.
Color Coating Requirements for Wine Cap Applications
Color-coated aluminum sheet for wine bottle caps must meet both decorative and functional requirements. Wine packaging often uses metallic colors, matte finishes, glossy colors, printed logos, embossed patterns, and multi-layer coating designs. However, the coating is not only decorative. It must also resist cracking during cap forming, provide adhesion after baking, and maintain surface integrity during transportation and cap assembly.
In our coating process, color uniformity, gloss, dry film thickness, adhesion, curing condition, and flexibility are key control points. A coating that is too hard may crack during deep drawing or thread rolling. A coating that is under-cured may have poor solvent resistance or blocking problems during coil storage. A coating that is too thick may affect forming stability or increase the risk of edge buildup after slitting.
For wine bottle cap aluminum sheet, the external surface is usually designed for appearance and brand recognition, while the internal surface must be compatible with liners, gaskets, and sealing materials. If the cap is used for alcoholic products, the inner coating system should be selected according to the packaging environment, contact requirements, and customer regulations.
Formability and Cap Manufacturing Performance
The cap manufacturing process places complex stress on aluminum sheet. During drawing, the material flows radially and circumferentially. During knurling and threading, localized deformation occurs on the cap skirt. During perforation or bridge forming, the material must maintain clean fracture behavior without excessive burrs or uncontrolled tearing.
Our 8011 aluminum bottle cap material is produced with controlled grain structure and mechanical properties to support these operations. Stable elongation helps reduce cracking during forming. Uniform thickness helps maintain consistent cap height and weight. Good flatness supports accurate feeding on automatic punching presses. Clean surface quality reduces printing defects and coating rejection.
For wine bottle caps, earing performance is also important. Excessive earing can lead to uneven trimming and material waste. Through rolling schedule optimization and annealing control, we aim to keep anisotropy within a suitable range for closure production. The objective is not simply to meet a single tensile strength value, but to provide a balanced aluminum closure sheet that performs consistently across high-volume cap lines.
Surface Quality and Inspection Control
As a factory, we understand that surface defects on coated aluminum sheet may appear directly on the final wine cap. For this reason, inspection begins before coating and continues after coating, slitting, and packing. Common control items include scratches, roll marks, oil residue, color deviation, coating streaks, pinholes, edge cracks, dents, and foreign particles.
We use process inspection and final inspection to verify product quality. Thickness is checked across the strip width. Coating adhesion may be tested by cross-cut or tape methods. Flexibility can be checked by bending tests. Gloss and color difference can be monitored according to agreed standards. For printed or customized color-coated aluminum sheet, reference samples are retained to maintain production consistency across batches.
Clean handling is also essential. Coated closure sheet is sensitive to abrasion if coils are not properly separated, wrapped, and secured. We use protective packaging methods suitable for export transportation, including moisture protection, edge protection, and stable palletizing. Proper packing helps prevent coil deformation and surface damage before the material reaches the cap production plant.
Typical Applications
8011 color-coated aluminum sheet is widely used in wine bottle caps and related closure products. Typical applications include aluminum wine caps, ROPP caps, screw caps, tamper-evident caps, pilfer-proof closures, spirits caps, beverage caps, and pharmaceutical bottle caps where the specification is suitable. For some closure designs, 3105 aluminum closure sheet may also be selected, especially when different strength or forming behavior is required. However, 8011 remains a common choice for wine bottle caps because of its proven processability and coating adaptability.
The material can be supplied as coated coils, slit coils, or sheets, depending on the equipment used by the cap manufacturer. For high-speed cap lines, slit coils with accurate width tolerance and clean edges are preferred. For smaller batch production, cut sheets may be selected for easier handling.
Specification Selection Guidelines
When selecting 8011 color-coated aluminum sheet for wine bottle caps, several factors should be considered. Cap diameter, cap height, skirt design, thread depth, tamper band structure, and forming method all affect material selection. A thick sheet may improve rigidity but increase forming load and material cost. A thin sheet may reduce weight but require more careful control of strength and cracking risk.
Temper selection should match the forming process. H14 is often used where better formability is required, while H16 or H18 may be selected for higher strength and dimensional stability. Coating selection should match the cap appearance, curing requirements, printing process, and liner system. Inner lacquer should be discussed when the closure will be used with beverages, wines, spirits, or other products requiring packaging compatibility.
As a manufacturer, we recommend confirming material through production trials when a new cap design, new coating color, or new liner system is introduced. Trial feedback allows adjustment of temper, coating thickness, lubrication condition, and slitting tolerance before full-scale supply.
Manufacturing Trend in Aluminum Closure Materials
The aluminum closure industry is developing toward lighter weight, better surface decoration, improved recyclability, and more stable high-speed processing. Wine brands increasingly require distinctive cap colors and finishes, while cap manufacturers require materials that can reduce rejection rates and improve productivity. This trend places higher demands on aluminum sheet manufacturers.
For 8011 color-coated aluminum sheet, future development focuses on more consistent mechanical properties, lower defect rates, improved coating flexibility, and environmentally responsible coating systems. Water-based coatings, low-solvent technologies, and efficient curing systems are receiving more attention. At the same time, aluminum remains an attractive closure material because it is lightweight, recyclable, corrosion resistant, and suitable for precise forming.
Conclusion
8011 color-coated aluminum sheet for wine bottle caps is a technically demanding product that connects aluminum rolling, surface coating, printing, and closure manufacturing. Its performance depends on alloy composition, temper control, thickness accuracy, coating adhesion, surface cleanliness, and packaging protection.
From our position as an aluminum sheet manufacturer, we focus on stable production control rather than short-term supply matching. By managing the complete process from alloy preparation to coated coil delivery, we provide aluminum closure sheet designed for reliable wine cap production, consistent appearance, and efficient downstream processing. For wine bottle cap manufacturers, selecting the correct 8011 aluminum bottle cap material is an important step toward stable cap quality and long-term production efficiency.






Applications



-
Advisory Message
Alloy Grade Thickness, Application, etc.
-
Quick Reply
Quick reply within 30 minutes
-
Getting Information
One-to-one design and customized production plan