- Address:Zhengzhou, Henan, China
- Mon-Fri (8am - 6pm)
- sales@alummc.com


8011 Aluminum Cap Closure Foil Manufacturer
As a long-term manufacturer of bottle cap aluminum materials, we produce 8011 aluminum cap closure foil and related aluminum closure sheet products for cap makers serving beverage, wine, spirits, food, and pharmaceutical packaging markets. From alloy melting and rolling to surface inspection and delivery, our production focus is on stable formability, clean surface quality, controlled mechanical properties, and consistency from coil to coil.
8011 is one of the most widely used alloys for cap stock because it combines good strength, corrosion resistance, processability, and compatibility with printing, coating, and stamping operations. In practical production, the quality of cap material is not defined by chemistry alone. It depends equally on rolling precision, gauge tolerance, flatness, ear formation control, surface cleanliness, and the stability of the final temper.
What Is 8011 Aluminum Cap Closure Foil
8011 aluminum cap closure foil is an aluminum alloy sheet or strip used as the base material for manufacturing bottle caps and closures. Depending on the end use, it may be supplied for:
ROPP caps
Pilfer-proof caps
Screw caps for wine and spirits
Beverage bottle caps
Pharmaceutical bottle caps
Food container and easy-open closure systems
Compared with general-purpose aluminum sheet, 8011 aluminum closure sheet is produced with tighter requirements for thickness uniformity, surface finish, lubrication control, and stamping performance. Bottle cap conversion requires the material to withstand blanking, deep drawing, knurling, threading, and sometimes liner insertion or sealing compound application. This means the sheet must maintain a balanced combination of strength and ductility.
Why 8011 Alloy Is Commonly Used for Cap Stock
From a manufacturing perspective, 8011 offers several practical advantages for closure production.
Good formability
8011 alloy can be processed into tempers suitable for cap shell forming. During stamping and drawing, the material shows stable deformation behavior and helps reduce cracking or excessive earing.
Appropriate strength after rolling
The alloy can achieve the mechanical range required for closure integrity while still allowing subsequent shaping operations. This is important for threaded caps, tamper-evident bands, and caps that must retain dimensional accuracy after forming.
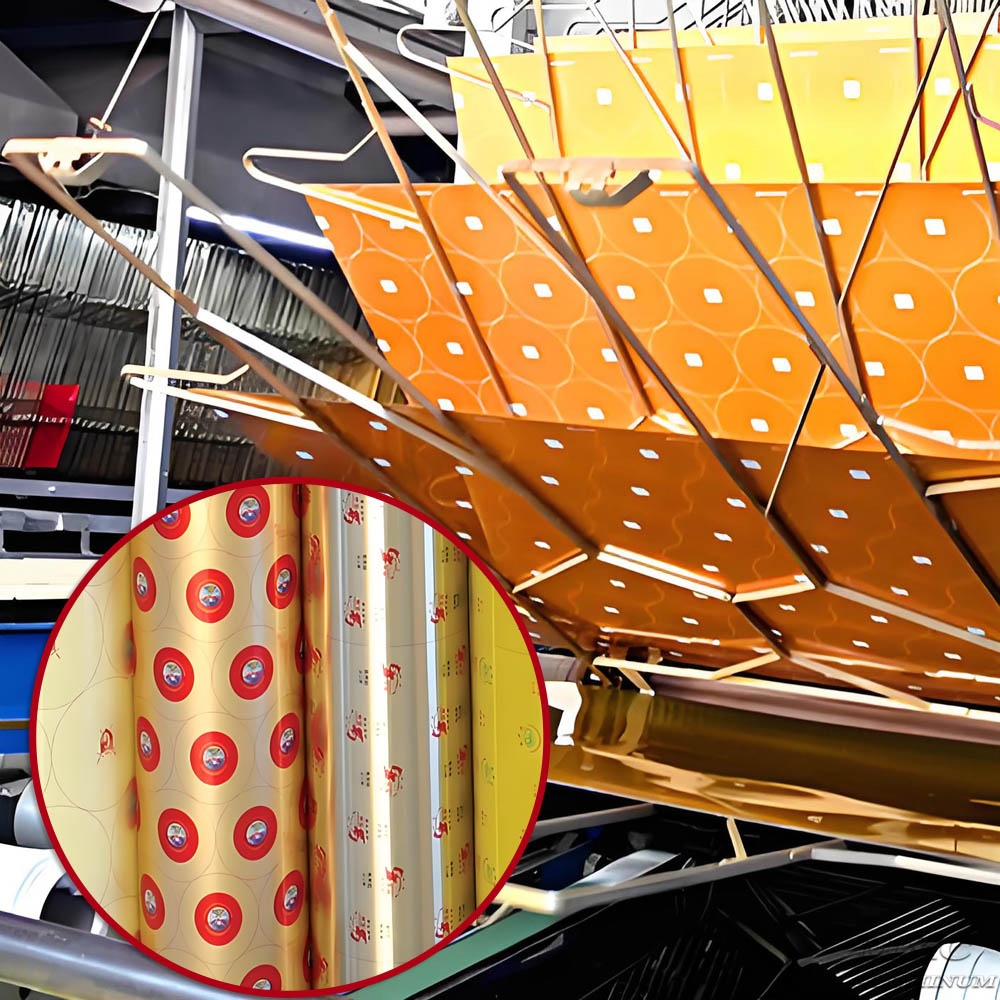
Clean surface and coating compatibility
Cap materials often require decoration, lithographic printing, color coating, or protective lacquer systems. 8011 aluminum cap stock can be produced with a smooth and clean surface suitable for these downstream operations.
Corrosion resistance
Closures are exposed to moisture, alcohol, acidic media, and storage environments over extended periods. 8011 provides good corrosion resistance for these packaging conditions when paired with suitable coating systems.
Stable large-scale production
For a manufacturer, 8011 is also advantageous because its industrial processing route is mature. With proper process control, it supports high-volume, repeatable production for global closure converters.
Typical Applications of 8011 Aluminum Cap Closure Foil
Our factory supplies bottle cap aluminum sheet for a range of closure applications. Although the exact temper and thickness vary by cap design, the main uses include the following:
Wine bottle caps
Spirits and liquor closures
Mineral water bottle caps
Beverage and juice caps
Edible oil bottle closures
Pharmaceutical caps and seals
Cosmetic and personal care bottle caps
In some markets, 8011 is selected for pharmaceutical closures because of its clean surface, process consistency, and compatibility with further coating or lacquering. For wine and spirits caps, it is valued for decorative performance and stable forming behavior in long production runs.
Technical Parameters of 8011 Aluminum Cap Closure Foil
The exact specification of 8011 aluminum cap closure foil depends on cap diameter, drawing depth, thread design, coating route, and customer equipment. The table below shows typical production ranges.
| Item | Typical Range / Value |
|---|---|
| Alloy | 8011 |
| Temper | H14, H16, H18, customized by application |
| Thickness | 0.15 mm - 0.30 mm |
| Width | 30 mm - 1250 mm |
| Coil inner diameter | 150 mm, 300 mm, 405 mm, 505 mm |
| Surface | Mill finish, one side or two sides suitable for coating/printing |
| Thickness tolerance | According to order and applicable standard |
| Width tolerance | According to order and applicable standard |
| Tensile strength | Adjusted by temper and cap-forming requirement |
| Elongation | Controlled for stamping and drawing performance |
| Wettability | Controlled for coating and printing processes |
| Surface quality | Free from oil spots, scratches, edge cracks, severe roll marks, and oxidation defects |
| Application | ROPP caps, pilfer-proof caps, wine caps, pharma caps, beverage closures |
| Supply form | Coil or sheet |
In actual manufacturing, chemical composition and mechanical properties are controlled in line with customer specifications, internal process standards, and applicable international material requirements.
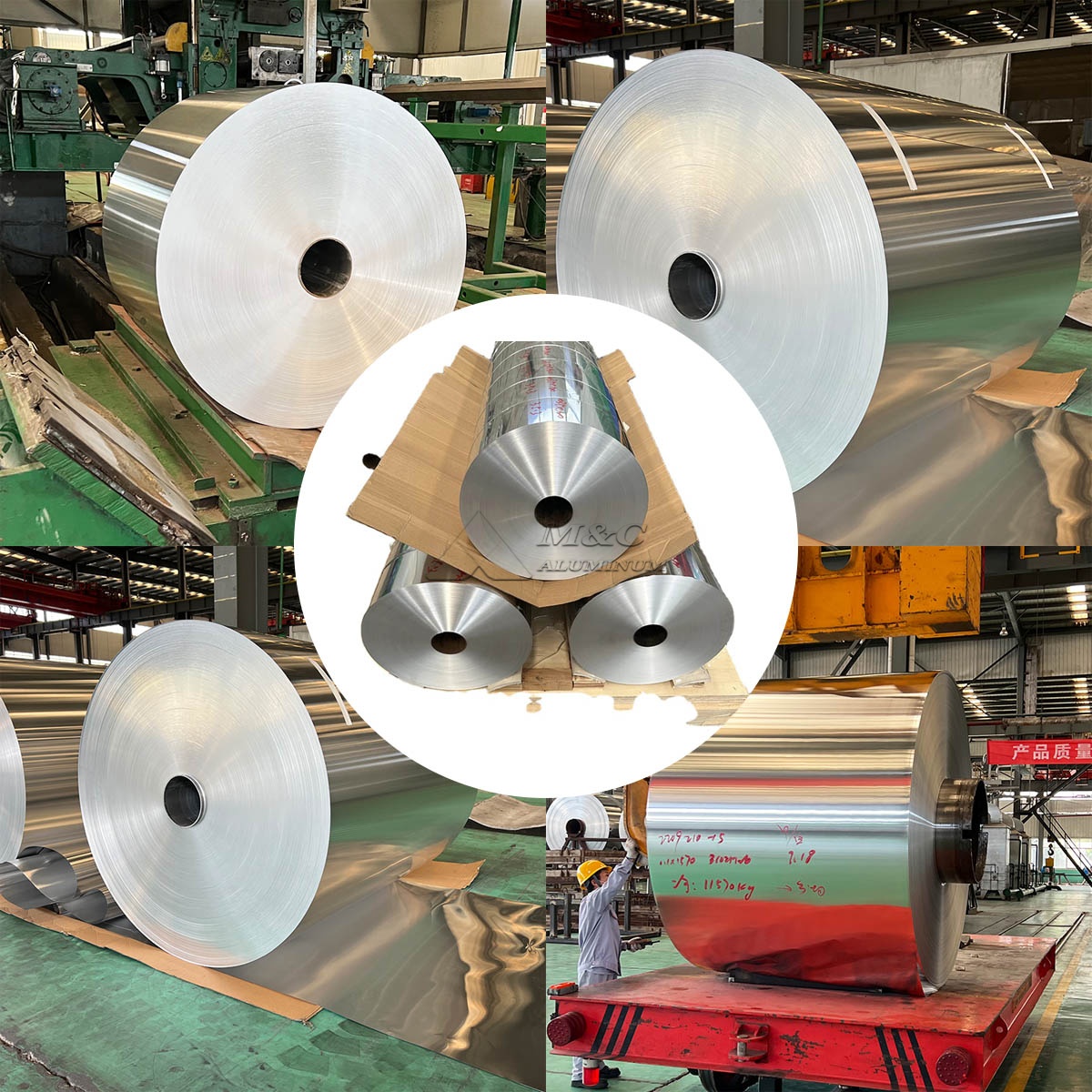
Manufacturing Process in Our Factory
As a factory producer rather than a trader, we control the complete process route for 8011 aluminum closure sheet through coordinated metallurgical and rolling operations. The consistency of cap stock depends on each stage.
1. Alloy melting and grain control
The first step is strict control of alloy chemistry during melting and casting. For cap materials, impurity management and homogenization are important because they influence later rolling response, surface quality, and final mechanical properties.
2. Hot rolling
After casting, the slab enters hot rolling. At this stage, we focus on reducing thickness while maintaining internal structure stability and minimizing surface defects that could affect decorative or forming quality later.
3. Cold rolling
Cold rolling determines the final gauge with much tighter precision. Since bottle caps require excellent thickness consistency, this stage is critical. Uniform thickness supports stable blanking and forming and reduces variation in cap dimensions.
4. Intermediate and final annealing
Annealing is adjusted according to target temper and downstream processing requirements. It affects strength, elongation, ear rate, and drawability. For cap applications, annealing must be balanced carefully to avoid either excessive softness or insufficient ductility.
5. Surface inspection and cleaning
For printed or coated closures, surface cleanliness is essential. We monitor oil residue, roll marks, scratches, dents, and other visible defects. Clean surface condition helps improve adhesion during lacquer and printing operations.
6. Slitting and packaging
The material is slit to customer width and prepared with edge protection and moisture-resistant packaging. Good packaging is not only a shipping issue; it is part of quality assurance, especially for high-finish cap stock.
Key Quality Requirements for Bottle Cap Aluminum Sheet
The market often refers generally to aluminum closure material, but cap manufacturers usually evaluate the product by a stricter set of practical indicators.
Thickness uniformity
Uneven gauge can affect stamping stability and closure sealing consistency. Fine gauge control is especially important for high-speed cap lines.
Flatness
Poor flatness causes feeding instability and can lead to higher scrap rates during blanking and forming.
Surface cleanliness
Printing and coating lines require a controlled, clean, and defect-free surface. Stains, embedded particles, scratches, or oxidation can directly reduce finished cap quality.
Mechanical stability
The same alloy and temper designation is not sufficient if actual performance varies between lots. We pay close attention to tensile strength, elongation, and forming consistency across production batches.
Earing and drawability
During cap shell production, excessive earing increases waste and complicates subsequent trimming. Process control in rolling and annealing helps maintain suitable anisotropy levels.
8011 Aluminum Closure Sheet for ROPP and Pharmaceutical Caps
Among closure applications, two major segments deserve separate attention.
ROPP cap aluminum
For ROPP cap aluminum, the material must support precise thread formation, tamper-evident band performance, and decorative quality. This usually requires a well-controlled temper with reliable formability and adequate post-forming strength.
Pharmaceutical cap aluminum foil
For pharmaceutical packaging, material stability, cleanliness, and surface quality are especially important. In this field, 8011 aluminum cap closure foil is often used where cap integrity, appearance, and compatibility with regulated production environments are required.

How We Match Material to Customer Cap Production
Different closure designs require different material balances. In our production practice, we usually confirm the following points before finalizing supply specifications:
Cap type and diameter
Required temper
Thickness and width range
Printing or coating route
Drawing depth and thread structure
End-use environment, such as wine, spirits, edible oil, or pharmaceuticals
High-speed line requirements for converter equipment
This matching process is important because a material suitable for one cap line may not be optimal for another. Manufacturing cap stock is therefore not only about supplying alloy 8011, but about supplying a controlled processing condition appropriate to the converter's forming method.
Industry Trends in Aluminum Cap Stock Manufacturing
From the production side, several trends continue to shape the 8011 aluminum cap closure foil market.
Thinner gauges with stable performance
Customers increasingly seek lower material consumption without sacrificing closure strength or forming reliability. This requires better rolling accuracy and temper control.
Higher surface requirements
Decorative closures for premium beverages and export markets require better surface appearance, cleaner substrate quality, and improved printing performance.
More consistent batch-to-batch quality
Global closure manufacturers operate automated high-speed lines and expect repeatable processing behavior. Stable metallurgy and production control are becoming more important than nominal specification alone.
Increased use in diversified packaging sectors
In addition to traditional wine and spirits packaging, aluminum cap stock continues to expand in food, pharmaceutical, and specialty closure applications.
Conclusion
As an 8011 aluminum cap closure foil manufacturer, we understand that cap stock performance is determined by a combination of alloy design, rolling precision, annealing control, surface management, and application-specific specification matching. For bottle cap producers, the most important factors are not only alloy grade and temper designation, but also whether the material performs consistently during blanking, drawing, threading, coating, and final closure assembly.
Our factory focuses on supplying 8011 aluminum closure sheet and bottle cap aluminum sheet with stable thickness, clean surface quality, reliable mechanical properties, and suitability for ROPP caps, wine caps, beverage closures, and pharmaceutical caps. In this segment, manufacturing discipline and process control remain the foundation of product quality.






Applications



Related Articles
- How Much Does 8011 Aluminum Sheet for Bottle Caps Cost per Ton?
- 3105 Aluminum Closure Sheet for Beverage Container Caps
- Which Aluminum Sheets Are Suitable for Wine Bottle Caps
- 8011 H16 Aluminum Foil for Vial Seals
- Aluminum Alloy Sheets for Beverage Bottle closure Caps
- Do you know how bottle caps are produced?
-
Advisory Message
Alloy Grade Thickness, Application, etc.
-
Quick Reply
Quick reply within 30 minutes
-
Getting Information
One-to-one design and customized production plan